Гибка металла — это эффективный и доступный вариант обработки металла, осуществляемый в отсутствии возможности изготовления законченных изделий с помощью тисков, позволяющий добиться высокой производительности и автоматизации производства.
В цехах нашего завода часто выполняются заказы по гибке металлических профилей. Использование этой технологии позволяет обойтись без сварочного процесса в производстве, а изделие получается прочным и долговечным. Также преимуществом считается отсутствие швов, образующихся в процессе сварки. Это влияет на появление антикоррозийных характеристик и герметичность детали. В результате заказчик получает эстетически привлекательные металлические изделия, которые имеют долгий срок службы.
Данный способ металлообработки представляет собой группу различных методов воздействия на металл путём изгибания его на заранее определённый угол с помощью различного оборудования. В его процессе внутренние слои металла сжимаются, в то время как наружные наоборот растягиваются. В результате готовое изделие получается бесшовным и прочным, а также, в зависимости от конкретных параметров гибки, минимально деформируется, при этом сохраняя необходимый радиус кривизны.
Различные типы гибки металла применяются для обработки всевозможных металлических изделий и конструкций в быту или на маленьких предприятиях, так и в рамках крупносерийного индустриального производства.
Однако, некоторые заготовки не подлежат обработке гибкой, ключевую роль в их определении играют: предел текучести металла, направления волокон проката, максимальный радиус гиба и допустимые отклонения формы законченного изделия.
Гибке очень тонких или наоборот толстых и твёрдых заготовок либо заготовок с различной толщиной или прочностью на месте изгиба следует уделять максимальное внимание в связи с её сложностью.
Особенности процесса
Технология гибки металла считается более эффективной, если сравнивать, например, со штамповкой. Кто является нашими заказчиками: люди, которым нужны металлические профили для проведения строительных и монтажных работ.
Производственный процесс состоит из нескольких этапов:
• для начала мы следим, чтобы было создано упругое натяжение;
• затем материал должен находиться в нейтральном состоянии;
• последним этапом считается пластичное натяжение металла.
Перед изготовлением в связи с необходимостью превышения предела упругости, требуемого для пластической деформации металла, в зависимости от материала и его толщины выбирается конкретный метод гибки. У каждого из них имеются свои нюансы и особенности.
По ориентации гибка бывает продольной (металл исключительно изгибается) или поперечной (металл также вытягивают, осаживают, перегибают и тд.).
По контуру же гибка бывает: дуговой, одноугловой, двуугловой, многоугловой, криволинейной. Помимо того, по контуру она может быть позволяющей получать изделия типа труб.
Если заготовка ровная и тонкая, то ее подвергают холодной обработке. Нагревание применяется для производства изделий, толщина которых равна 12-16 мм, а также для изделий впоследствии требующих создания отверстий или обработки кромок. Также под действием повышенной температуры гнут монопластичные материалы, титан, который характеризуется высокой прочностью и низкой плотностью, стали с высоким содержанием углерода. Однако, при нагревании большой площади заготовки высока вероятность искривления поверхности, а также повышена деформация, чего не происходит при обработке холодным способом, поэтому область применения горячего метода ограничена.
Чтобы не допустить появления брака, следует принимать во внимание:
• расположение волокон в профильном листе (особенно при работе с материалами малой и средней пластичности);
• появление расхождений в процессе работы с исходной заготовкой;
• предел текучести материала;
• деформацию изделий (часто зависит от толщины заготовки).
Какие виды гибки мы используем в работе:
1. Ручной метод – гибка происходит за счет применения молотка и специальных тисков, позволяющих обеспечить надежную фиксацию изделия. Этот метод применяется довольно редко при выполнении заказа небольших объемов.
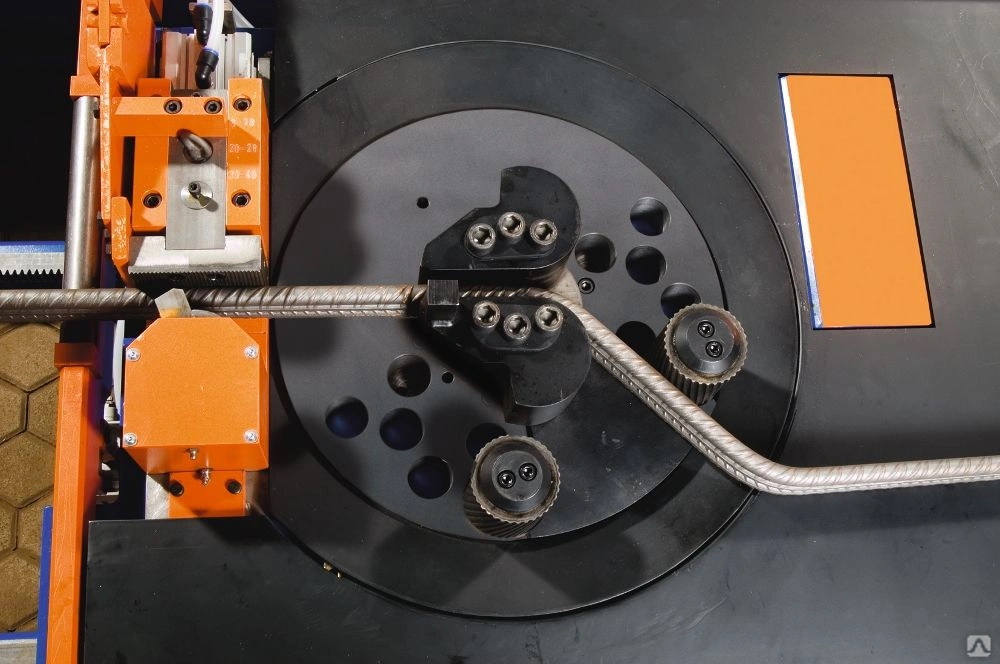
2. Механический метод применяется с использованием современного технологичного оборудования в цехах нашего завода. В процессе работы используются станки, прессы для гибки листов металла и вальцовочное оборудование.
Нагревание позволяет мастеру при необходимости изменить угол наклона заготовки. Перед началом гибки важно тщательно осмотреть материал на наличие дефектов. Только при их полном отсутствии можно гарантировать долгий срок эксплуатации изделия и его высокое качество.
Данные способы обработки осуществляются путём либо свободной (не требующей фиксации центра симметрии), либо гибки калибрующим ударом (с размещением заготовки в определяющей форму матрице).
Область применения.
В основном сгибание применяют по отношению к металлическим листам, тубам и профильному металлопрокату.
Листовая гибка.
Применяется для придачи формы практически к любым металлам или сплавам. Осуществляется вручную или механически. При радиусной обработке необходим точный расчёт геометрической конфигурации заготовки, заготовке следует быть немного длиннее конечного изделия. Данные для расчёта радиуса изгиба часто находятся в таблицах технических руководств.
Гибка труб.
Осуществляется в целях производства перил и ограждений. Также часто обладает сложной конфигурацией и используется для производства труб в канализационных, газовых и водопроводных коммуникациях. Во время гибки наружная и внутренняя стенки трубы подвергаются воздействию двух разных поверхностных сил. Поэтому для изменения пластичности материала обрабатывается как холодным (для труб малого диаметра), так и горячим способом (для крупных труб). Форма и размер сечения, как правило, не влияют на изгиб.
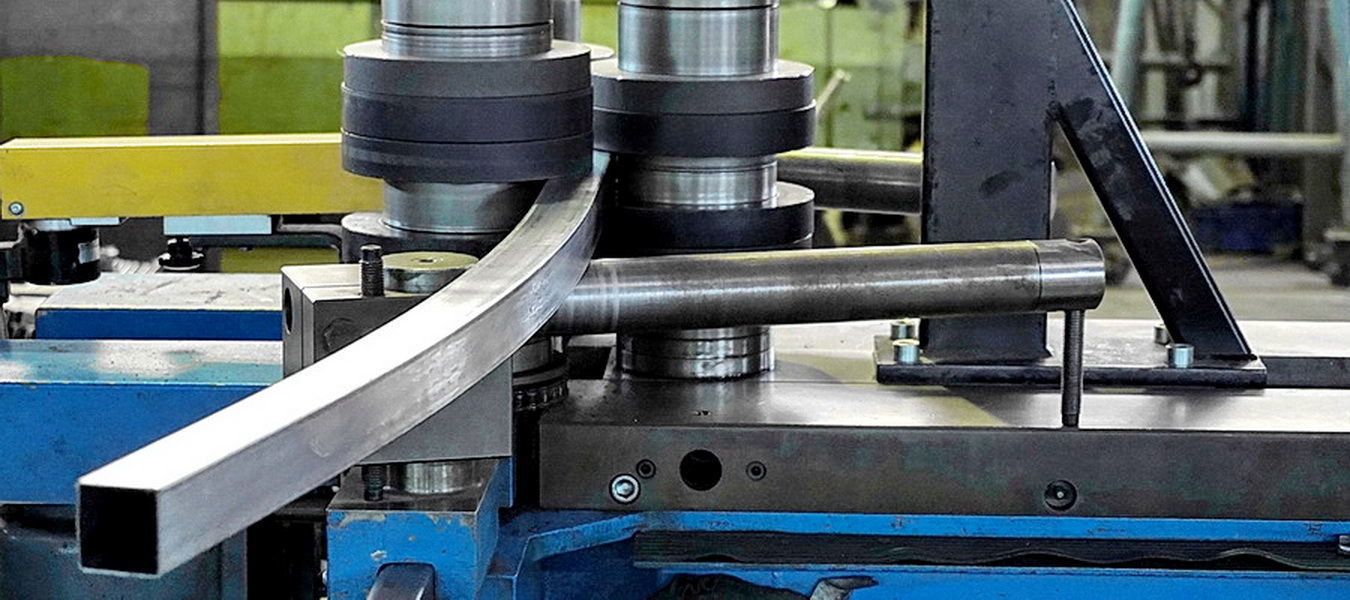
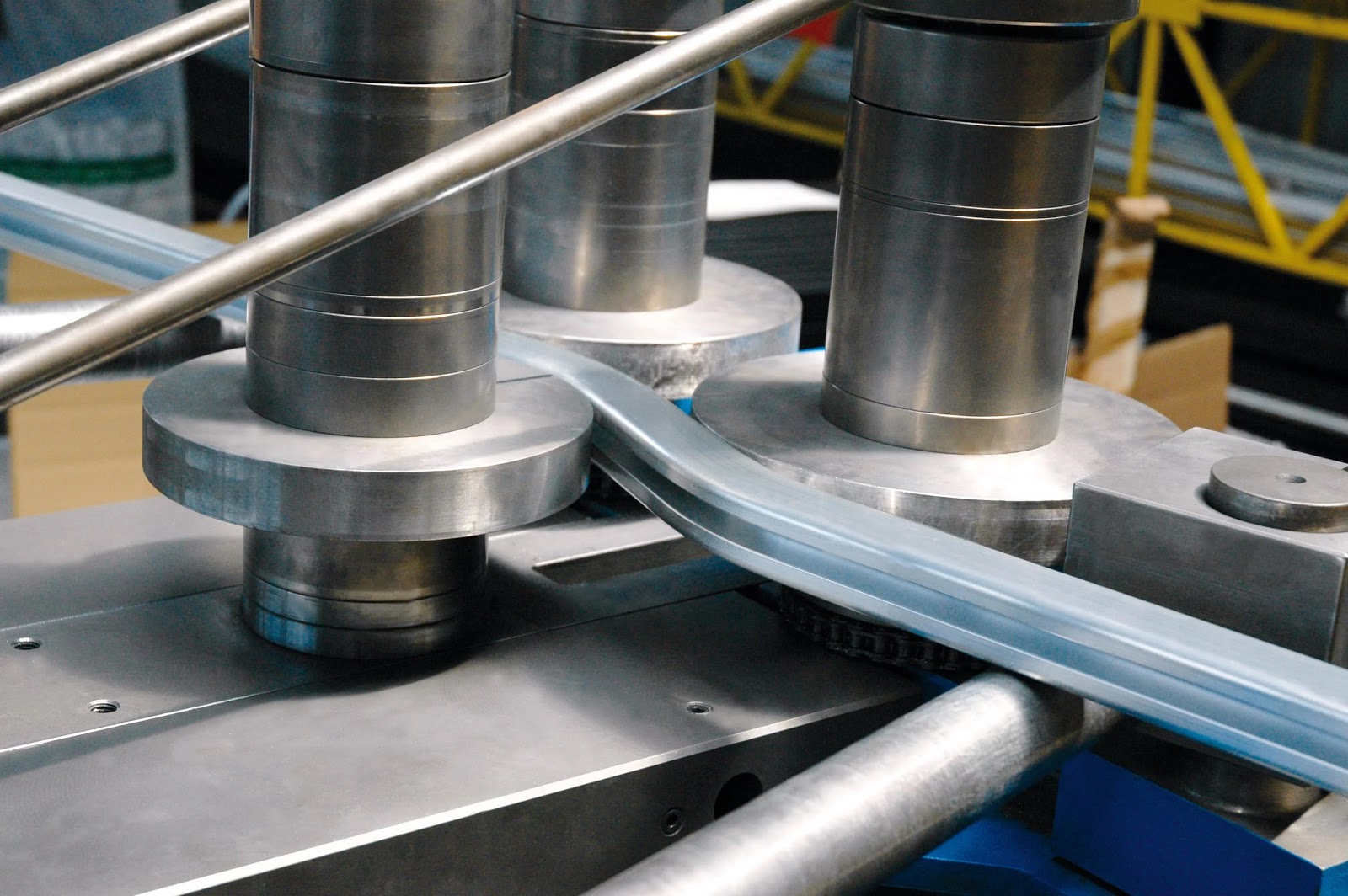
Гибка профильного металлопроката.
Находит применение в монтаже и строительстве, а кроме того, в производстве фитингов, труб и сходной продукции. Требует особенного подхода при изготовлении, так как из-за высокого значения момента сопротивления, невозможно изгибать профильный металлопрокат традиционными путями. Поэтому в данном случае применяется ротационный метод обработки, снимающий внутренние напряжения за счёт одновременной деформации и правки заготовки.